KINDS OF MOULDING SAND
Molding sands can also be classified according to their use into number of varieties which are described below.
1. Green sand
Green sand is also known as tempered or natural sand which is a just prepared mixture of silica sand with 18 to 30 percent clay, having moisture content from 6 to 8%. The clay and water furnish the bond for green sand. It is fine, soft, light, and porous. Green sand is damp, when squeezed in the hand and it retains the shape and the impression to give to it under pressure. Molds prepared by this sand are not requiring backing and hence are known as green sand molds. This sand is easily available and it possesses low cost. It is commonly employed for production of ferrous and non-ferrous castings.
2. Dry sand
Green sand that has been dried or baked in suitable oven after the making mold and cores, is called dry sand. It possesses more strength, rigidity and thermal stability. It is mainly suitable for larger castings. Mold prepared in this sand are known as dry sand molds.
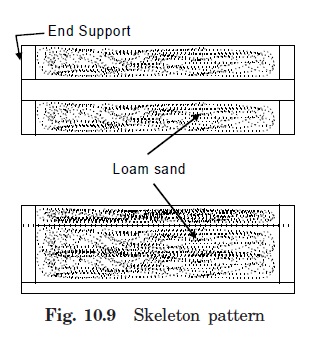
3. Loam sand
Loam is mixture of sand and clay with water to a thin plastic paste. Loam sand possesses high clay as much as 30-50% and 18% water. Patterns are not used for loam molding and shape is given to mold by sweeps. This is particularly employed for loam molding used for large grey iron castings.
4. Facing sand
Facing sand is just prepared and forms the face of the mould. It is directly next to the surface of the pattern and it comes into contact molten metal when the mould is poured. Initial coating around the pattern and hence for mold surface is given by this sand. This sand is subjected severest conditions and must possess, therefore, high strength refractoriness. It is made of silica sand and clay, without the use of used sand. Different forms of carbon are used to prevent the metal burning into the sand. A facing sand mixture for green sand of cast iron may consist of 25% fresh and specially prepared and 5% sea coal. They are sometimes mixed with 6-15 times as much fine molding sand to make facings. The layer of facing sand in a mold usually ranges from 22-28 mm. From 10 to 15% of the whole amount of molding sand is the facing sand.
5. Backing sand
Backing sand or floor sand is used to back up the facing sand and is used to fill the whole volume of the molding flask. Used molding sand is mainly employed for this purpose. The backing sand is sometimes called black sand because that old, repeatedly used molding sand is black in color due to addition of coal dust and burning on coming in contact with the molten metal.
6. System sand
In mechanized foundries where machine molding is employed. A so-called system sand is used to fill the whole molding flask. In mechanical sand preparation and handling units, no facing sand is used. The used sand is cleaned and re-activated by the addition of water and special additives. This is known as system sand. Since the whole mold is made of this system sand, the properties such as strength, permeability and refractoriness of the molding sand must be
higher than those of backing sand.
7. Parting sand
Parting sand without binder and moisture is used to keep the green sand not to stick to the pattern and also to allow the sand on the parting surface the cope and drag to separate without clinging. This is clean clay-free silica sand which serves the same purpose as parting dust.
8. Core sand
Core sand is used for making cores and it is sometimes also known as oil sand. This is highly rich silica sand mixed with oil binders such as core oil which composed of linseed oil, resin, light mineral oil and other bind materials. Pitch or flours and water may also be used in large cores for the sake of economy. Copied from A Textbook of a Basic Manufacturing Processes and Workshop Technology by Rajender Singh.











Post Comment
You must be logged in to post a comment.