PERMANENT MOLD OR GRAVITY DIE CASTING
This process is commonly known as permanent mold casting in U.S.A and gravity die casting in England. A permanent mold casting makes use of a mold or metallic die which is permanent. A typical permanent mold is Molten metal is poured into the mold under gravity only and no external pressure is applied to force the liquid metal into the mold cavity.
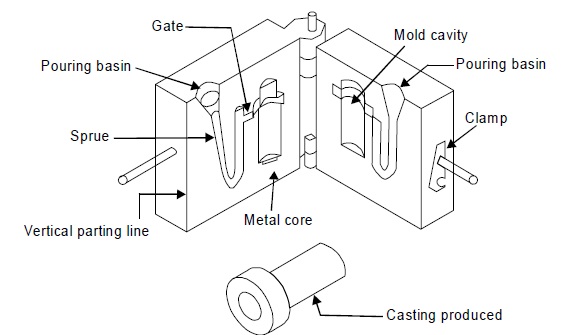
However, the liquid metal solidifies under pressure of metal in the risers, etc. The metallic mold can be reused many times before it is discarded or rebuilt. These molds are made of dense, fine grained, heat resistant cast iron, steel, bronze, anodized aluminum, graphite or other suitable refractoriness. The mold is made in two halves in order to facilitate the removal of casting from the mold. It may be designed with a vertical parting line or with a horizontal parting line as in conventional sand molds. The mold walls of a permanent mold have thickness from 15 mm to 50 mm. The thicker mold walls can remove greater amount of heat from the casting. For faster cooling, fins or projections may be provided on the outside of the permanent mold. This provides the desirable chilling effect. There are some advantages, disadvantages and application of this process which are given as under.
Advantages
(i) Fine and dense grained structure is achieved in the casting.
(ii) No blow holes exist in castings produced by this method.
(iii) The process is economical for mass production.
(iv) Because of rapid rate of cooling, the castings possess fine grain structure.
(v) Close dimensional tolerance or job accuracy is possible to achieve on the cast product.
(vi) Good surface finish and surface details are obtained.
(vii) Casting defects observed in sand castings are eliminated.
(viii) Fast rate of production can be attained.
(ix) The process requires less labor.
Disadvantages
(i) The cost of metallic mold is higher than the sand mold. The process is impractical for large castings.
(ii) The surface of casting becomes hard due to chilling effect.
(iii) Refractoriness of the high melting point alloys.
Applications
(i) This method is suitable for small and medium sized casting such as carburetor bodies, oil pump bodies, connecting rods, pistons etc.
(ii) It is widely suitable for non-ferrous casting. Copied from A Textbook of Basic Manufacturing Processes and Workshop Technology by Rajender Singh.











Post Comment
You must be logged in to post a comment.