Design and Fabrication Of Abrasive Jet Machine Report Download :
ABSTRACT
Abrasive Jet Machining (AJM) is the process of material removal from a work piece by the application of a high speed stream of abrasive particles carried in a gas or air medium from a nozzle. The material removal process is mainly by erosion. The AJM will chiefly be used to cut shapes in hard and brittle materials like glass, ceramics etc. the machine will be automated to have 3 axes travel. The different components of AJM are Compressor, Vibrator, dehumidifier, Pressure Regulator, and Dust filter, Nozzle, Pressure gauge etc. The different components are selected
after appropriate design calculations.
In this project, a model of the Abrasive Jet Machine is designed using available hardware and software etc. taking into consideration of commercially available components. Care has been taken to use less fabricated components rather than directly procuring them, because, the lack of accuracy in fabricated components would lead to a diminished performance of the machine.
Introduction To AJM:
Abrasive Jet Machining (AJM) is Non conventional machining the removal of material from a workpiece by the application of a high speed stream of abrasive particles carried in gas medium from a nozzle. The AJM process differs from conventional sand blasting in that the abrasive is much finer and the process parameters and cutting action are carefully controlled. The process is used chiefly to cut intricate shapes in hard and brittle materials which are sensitive to heat and have a tendency to chip easily. The process is also used for debarring and cleaning operations. AJM is inherently free from chatter and vibration problems. The cutting action is cool because the carrier gas serves as a coolant.
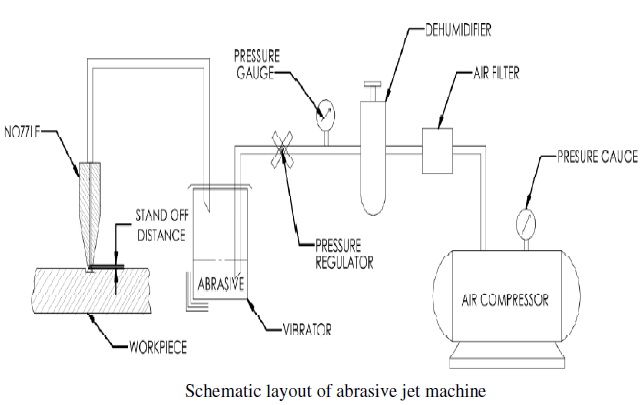
Machine Parts and Setup :
A schematic layout of AJM is shown in Fig‐ The filtered gas, supplied under pressure to the mixing chamber containing the abrasive powder and vibrating at 50 c/s, entrains the abrasive particle and is the passed into a connecting hose. This abrasive and gas mixture emerges from a small nozzle at high velocity. The abrasive powder feed rate is controlled by the amplitude of vibration of the mixing chamber. A pressure regulator controls the gas flow and pressure.
The nozzle is mounted on a fixture. Either the workpiece or the nozzle is moved by cams pantograph or other suitable mechanisms to control the size and shape of the cut. Hand operation is sometimes adequate to remove surface contamination or in cutting where accuracy is not very critical. Dust removal equipment is necessary to protect the environment. Commercial bench mounted units including all controls, motion producing devices, and dust control equipment are available.
The major components are:
1. Air compressor.
2. Air filter.
3. Dehumidifier.
4. Pressure Gauge.
5. Pressure Regulator.
6. Vibrator or Mixer.
7. Nozzle.
8. Arrangement to hold the work piece.
Different variables in Abrasive Jet Machine:
The variables that influence the rate of metal removal and accuracy of machining in this process is:
1. Carrier gas
2. Types of abrasive
3. Size of abrasive grain
4. Velocity of abrasive jet
5. Flow rate of abrasive
6. Work material
7. Geometry, composition and material of nozzle
8. Nozzle work distance (stand off distance)

Advantages:
1. Low capital cost
2. Ability to cut intricate holes shape in materials of any hardness.
3. Ability to cut heat sensitive material without damage.
4. As no heat is generated in the process, no change in micro-structure
Limitations:
1. Material removal rate is low and hence its application is limited.
2. Embedding of the abrasive in the work piece surface may occur while machining softer
material.
3. The abrasive material may accumulate at nozzle and fail the process if moisture is present in the air.
4. It cannot be used to drill blind holes.
5. Occasional plugging of mixing tube: Usually caused by dirt or large particles in abrasive.
6. Wear, misalignment, and damage to the nozzle.
Application:
The major application of Abrasive jet machining process is in the machining of essentially
brittle materials and heat sensitive materials like glass, quartz, sapphire, semiconductor
materials, mica and ceramics. It is also used in cutting slot, thin sections, countering, drilling, for producing integrate shapes in hard and brittle materials. It is often used for cleaning and
polishing of plastics nylon and Teflon components. Delicate cleaning, such as removal of
smudges from antique documents, is also easily done with Abrasive jet machining.










Post Comment
You must be logged in to post a comment.