Electron Beam Weldinig (EBW)
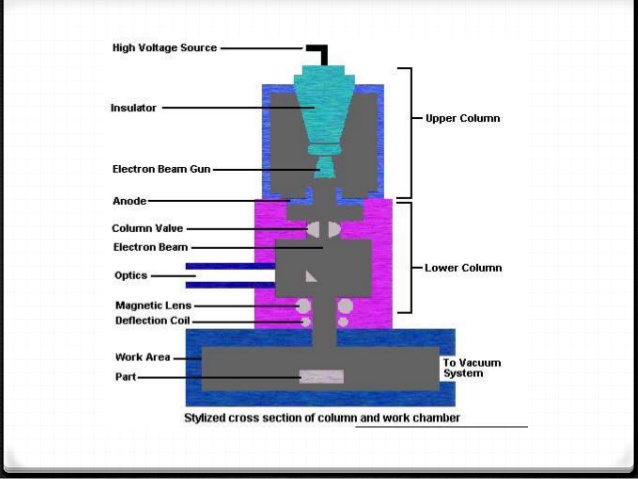
In EBW process, the heat is generated when the electron beam impinges on work piece. As the high velocity electron beam strikes the surfaces to be welded, their kinetic energy changes to thermal energy and hence causes the workpiece metal to melt and fuse. A schematic setup of the electron beam welding is shown in Fig. This process employs an electron gun in which the cathode in form of hot filament of tungsten or tantalum is the source of a stream of electrons. The electrons emitted from filament by thermionic
emission are accelerated to a high velocity to the anode because of the large potential difference that exists between them. The potential differences that are used are of the order of 30 kV to 175 kV. The higher the potential difference, higher would be the acceleration. The current levels are low ranging between 50 mA to 1000 mA. The electron beam is focused by a magnetic lens system on the workpieces to be welded. The depth of penetration of the weld depends on the electron speed which in turn is dependent upon the accelerating voltage.
When the high velocity electron beam strikes the work-piece all the kinetic energy is converted to heat. As these electrons penetrate the metal, the material that is directly in the path is melted which when solidifies form the joint. Electron beam welding has several advantages which may not be found in other welding processes. The penetration of the beam is high. The depth to width ratios lies between 10:1 to 30:1 can be easily realized with electron beam welding. It is also possible to closely control this penetration by controlling the accelerating voltage, beam current, and beam focus. The process can be used at higher welding speeds typically between 125 and 200 mm/sec. No filler metal or flux needs to be used in this process. The heat liberated is low and also is in a narrow zone, thus the heat affected zone is minimal as well as weld distortions are virtually eliminated. It is possible to carry out the electron beam welding in open atmosphere. For welding in vacuum, the work-piece is enclosed in a box in which the vacuum is created. When electron beam moves in the normal atmosphere, the electrons would be impinging with the gas molecules in the atmosphere and would thus be scattered. This scattering increases the spot size of the electron beam and consequently there is lower penetration. As the vacuum increases, the scattering effect of the electron beam decreases and hence, penetration increases. The other advantage of using vacuum is that the weld metal is not contaminated.
The EBW process is mainly used for welding of reactive metals (nuclear reactor components), titanium, zirconium, stainless steel, etc. for aero-space and automotive industries.
Source A Textbook of Basic Manufacturing Processes and Workshop Technology by Rajender Singh.











Post Comment
You must be logged in to post a comment.