Spot Welding
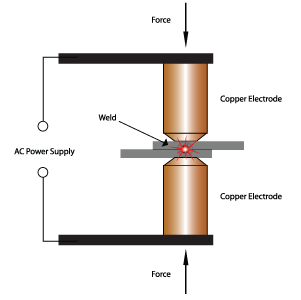
In this process overlapping sheets are joined by local fusion at one or more spots, by the concentration of current flowing between two electrodes. This is the most widely used resistance welding process. A typical resistance spot welding machine is shown in Fig. It essentially consists of two electrodes, out of which one is fixed. The other electrode is fixed to a rocker arm (to provide mechanical advantage) for transmitting the mechanical force from a pneumatic cylinder. This is the simplest type of arrangement. The other possibility is that of a pneumatic or hydraulic cylinder being directly connected to the electrode without any rocker arm. For welding large assemblies such as car bodies, portable spot welding machines are used. Here the electrode holders and the pneumatic pressurizing system are present in the form of a portable assembly which is taken to the place, where the spot is to be made. The electric current, compressed air and the cooling water needed for the electrodes is supplied through cables and hoses from the main welding machine to the portable unit. In spot welding, a satisfactory weld is obtained when a proper current density is maintained. The current density depends on the contact area between the electrode and the work-piece. With the continuous use, if the tip becomes upset and- the contact area increases, the current density will be lowered and consequently the weld is obtained over a large area. This would not be able to melt the metal and hence there would be no proper fusion. A resistance welding schedule is the sequence of events that normally take place in each of the welds. The events are:
1. The squeeze time is the time required for the electrodes to align and clamp the two work-pieces together under them and provide the necessary electrical contact.
2. The weld time is the time of the current flow through the work-pieces till they are heated to the melting temperature.
3. The hold time is the time when the pressure is to be maintained on the molten metal without the electric current. During this time, the pieces are expected to be forged welded.
4. The off time is time during which, the pressure on the electrode is taken off so that the plates can be positioned for the next spot.
Before spot welding one must make sure that
(i) The job is clean, i.e., free from grease, dirt, paint, scale, oxide etc.
(ii) Electrode tip surface is clean, since it has to conduct the current into the work with as little loss as possible. Very fine emery cloth may be used for routine cleaning.
(iii) Water is running through the electrodes in order to
(a) Avoid them from getting overheated and thus damaged,(b) Cool the weld.
(iv) Proper welding current has been set on the current selector switch.
(v) Proper time has been set on the weld-timer.
Spot welding electrodes
Spot welding electrodes are made of materials which have
(1) Higher electrical and thermal resistivities, and
(2) Sufficient strength to withstand high pressure at elevated temperatures.
Copper base alloys such as copper beryllium and copper tungsten are commonly used materials for spot welding electrodes. For achieving the desired current density, It is important to have proper electrode shape for which three main types of spot welding electrodes are used which are pointed, domed and flat electrodes.
Applications of Spot Welding
(i) It has applications in automobile and aircraft industries
(ii) The attachment of braces, brackets, pads or clips to formed sheet-metal parts such as cases, covers or trays is another application of spot welding.
(iii) Spot welding of two 12.5 mm thick steel plates has been done satisfactorily as a replacement for riveting.
(iv) Many assemblies of two or more sheet metal stampings that do not require gas tight or liquid tight joints can be more economically joined by spot welding than by mechanical methods.
(v) Containers and boxes frequently are spot welded.
Source A Textbook of Basic Manufacturing Processes and Workshop Technology by Rajender Singh.











Post Comment
You must be logged in to post a comment.